 napsáno v Arachnopilii writen in Arachnopilia optimalizováno pro Mozilla optimized for Mozilla Od května 2005 jste You are visitor no návštěvníkem. since May 2005 |
||
Centrování obrobku |
Recentering |
||

|
Jestliže musíte obrobek vyjmout z hlavy a pak ho chcete znovu upnout, obvykle hází. Tento trik vám ho pomůže celkem slušně vycentovat. Obrobek vložte do hlavy a jen lehounce přitáhněte. Obrobkem musí být možno pohnout. |
If you take workpiece out the from the lathe and put in it again, it usually wobbles (it is not centered). This trick allow recenter it. Put the workpiece into the lathe head and very slightly tighten it. The workpiece has to be movable in the jaws. |
|

|
Nastavte pomalé otáčky a tupým koncem nože nebo toolpostem zlehka tlačíte na čelo obrobku až přestane házet. Soustruh zastavíte a utáhnete čelisti. Toť vše. |
Start the lathe slowly and slightly push front of the workpiece with the blunt end of a knife or with the toolpost until the workpiece has been centered. Stop the lathe and tighten head/jaws. That's all. |
|
|
|
||
|
Na soustruhu SM300 bylo upínání koníka vyřešeno otravným přitahováním matice. Bylo tedy nasnadě ho vylepřit. |
Screwing the tailstock clamp onto the lathe is tedious. It was necessary to upgrade it. |
|
|
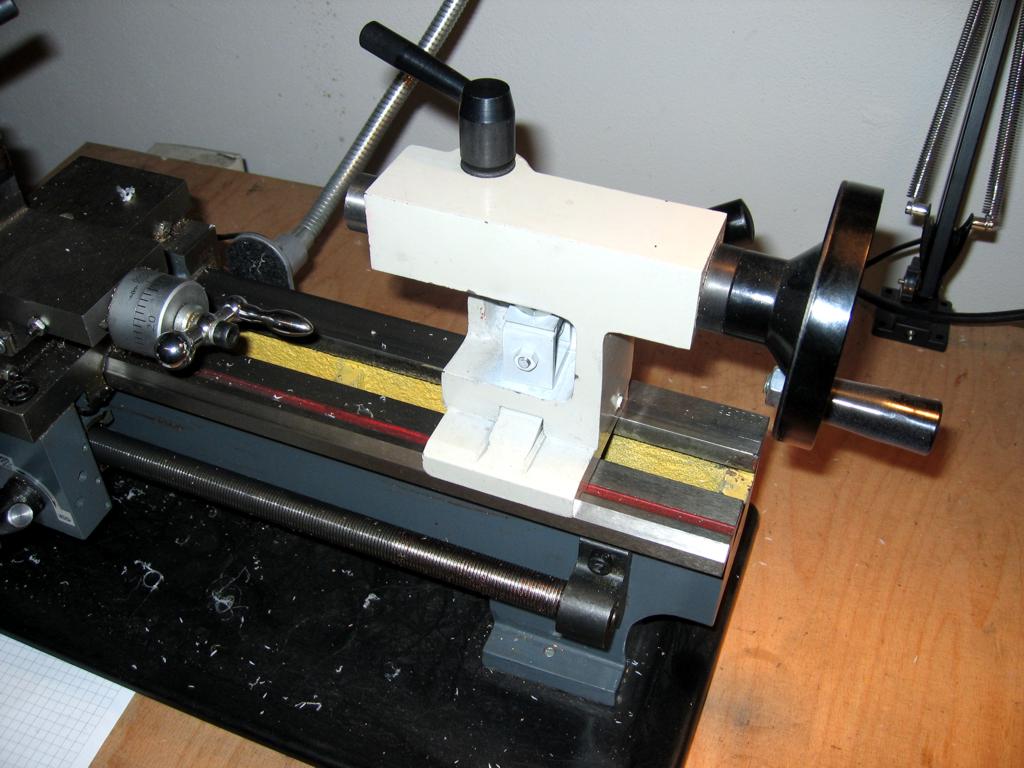
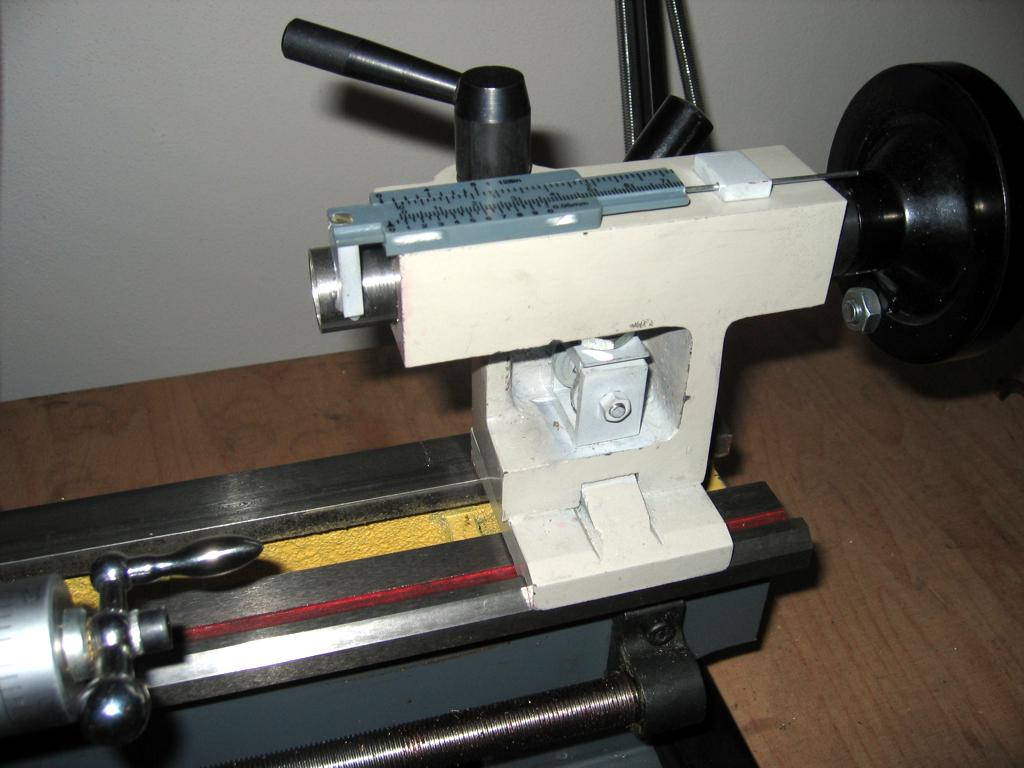
A to asi takhle - rychloupínačem. Upevnění a uvolnění je otázkou vteřiny. Koníka lze bez problémů i vysunout mimo support. |
There is - the quick tailstock clamp. Fix and release at the moment. The tailstock is easily removable too. |
|
|
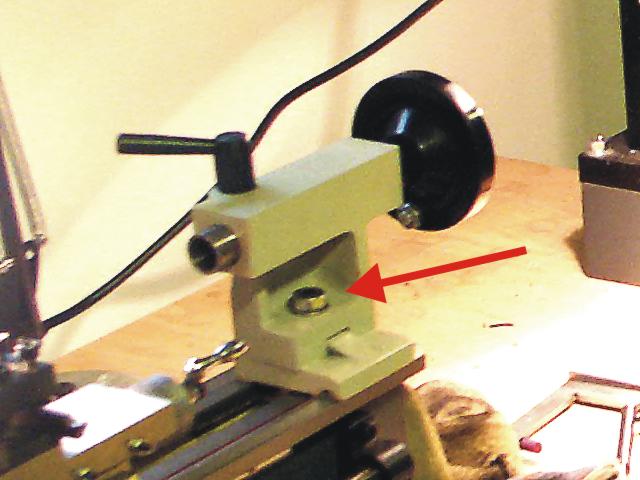
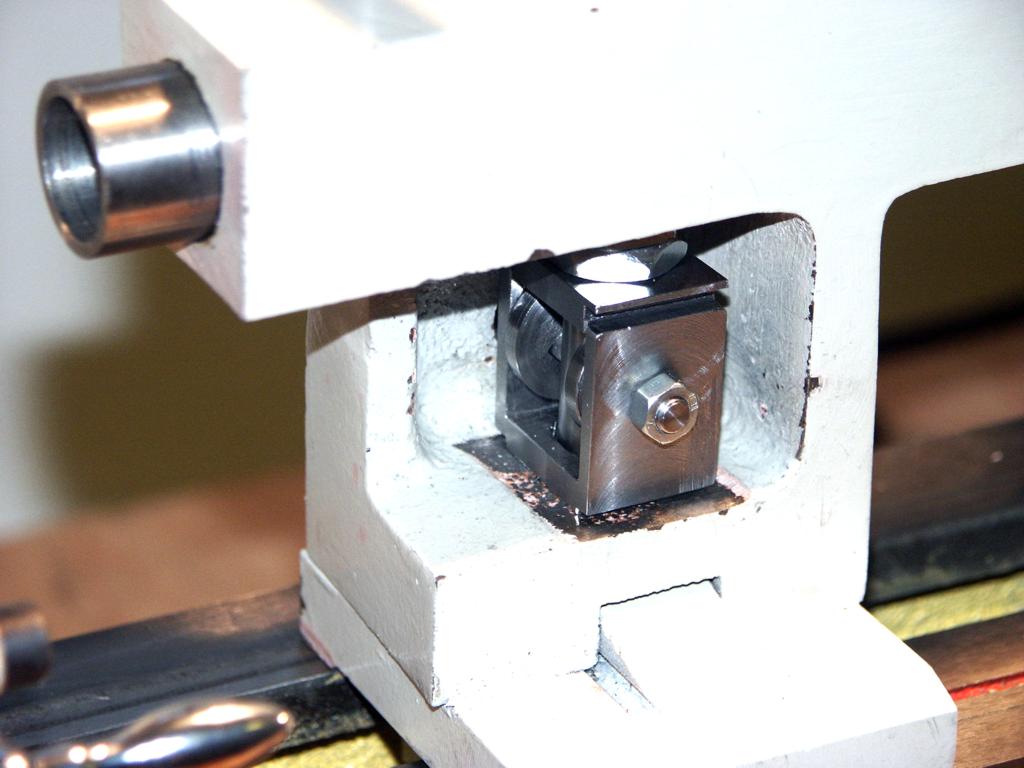
Páka rychloupínače je zezadu. Nezavazí, chod má cca 120 stupňů. |
The quick tailstock clamp lever is on the back. It isn't hampering. It rotates cca 120 degree. |
|
|
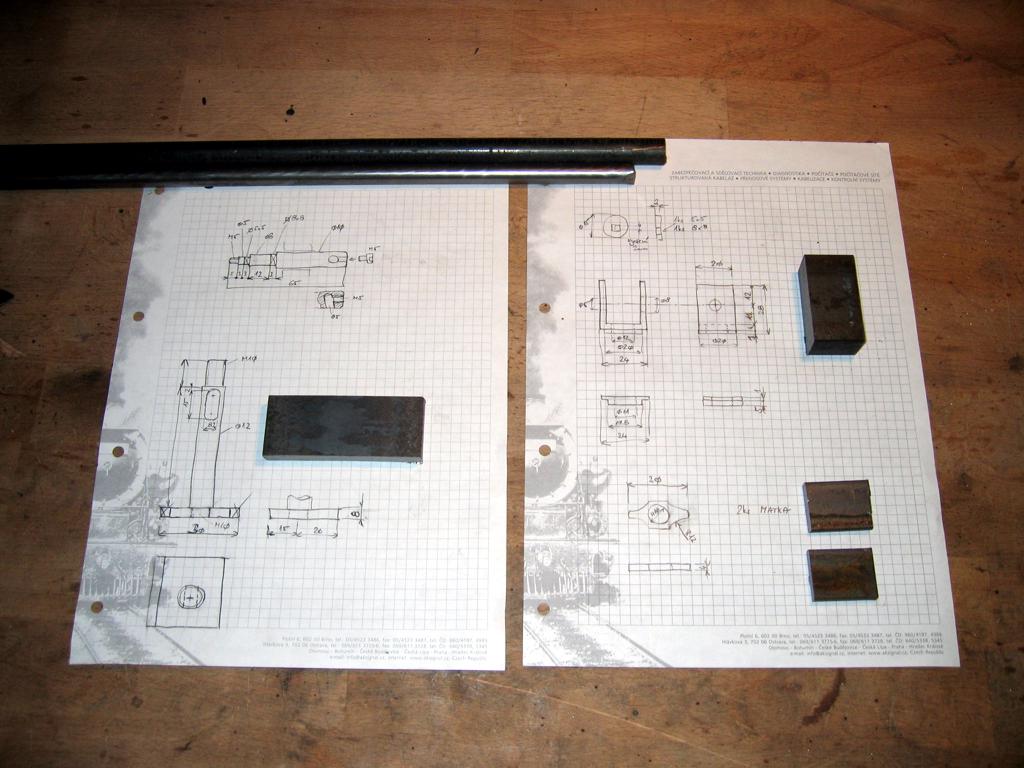
Začneme materiálem. Nic extra, nějaká kulatina, pásovina, profil, všechno obyčejné železo. |
Here is the stuff. Nothing special. Iron pole, strip etc. |
|
|
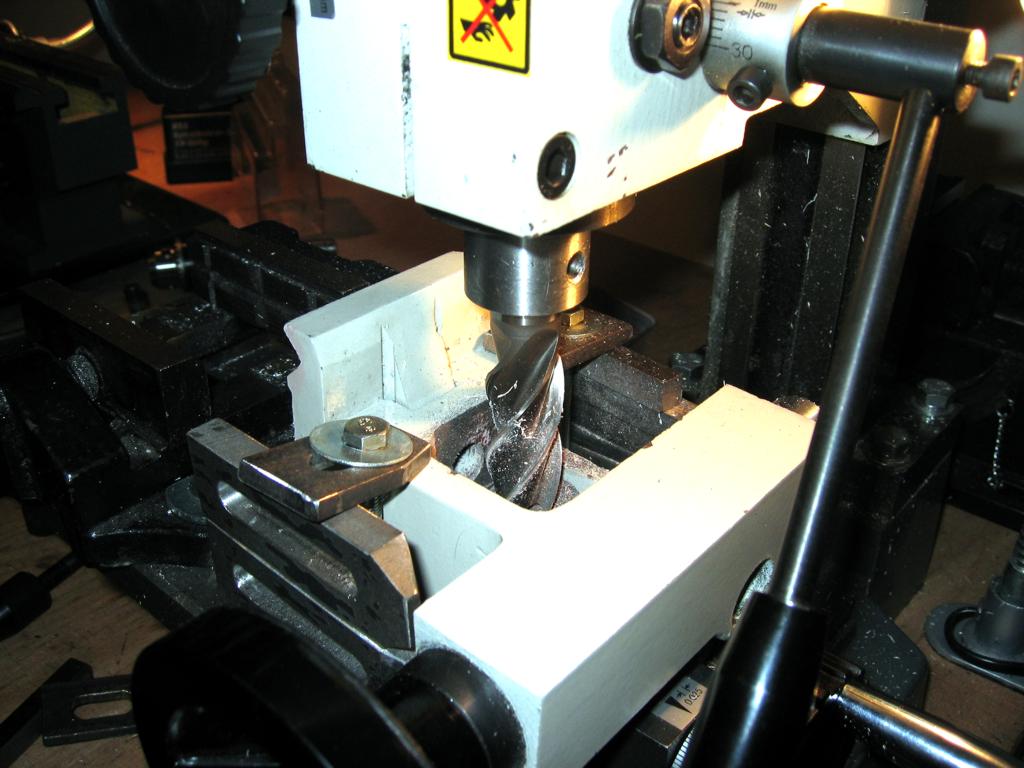
"U" díl jsem frézoval na mockrát. Asi by šel použít nějaký "U" profil, ale jednak jsem ho neměl a pak, takhle je to přesnější. |
The "U" part I was milling a long time. Maybe a standard "U" profile is usable but I haven't got it. |
|

|
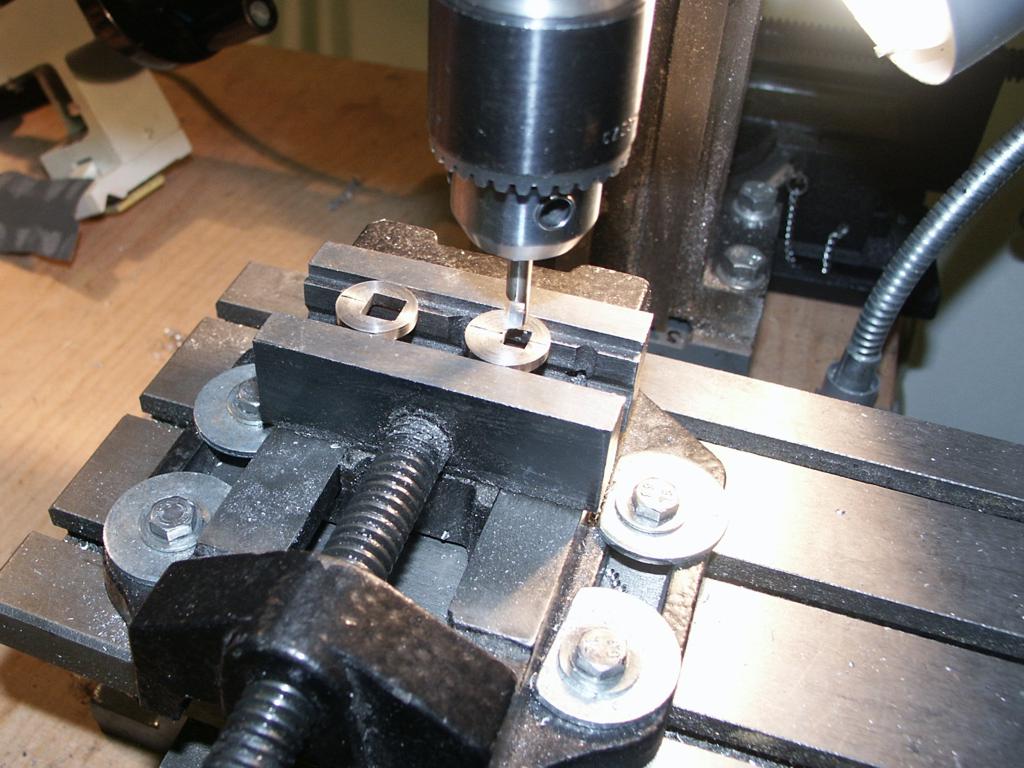
Dokončení osy upínače se čtyřhrany pro výstředníky. |
The clamp axle finishing - excenter squares (changing a part of the cylynder into a square). |
|
|
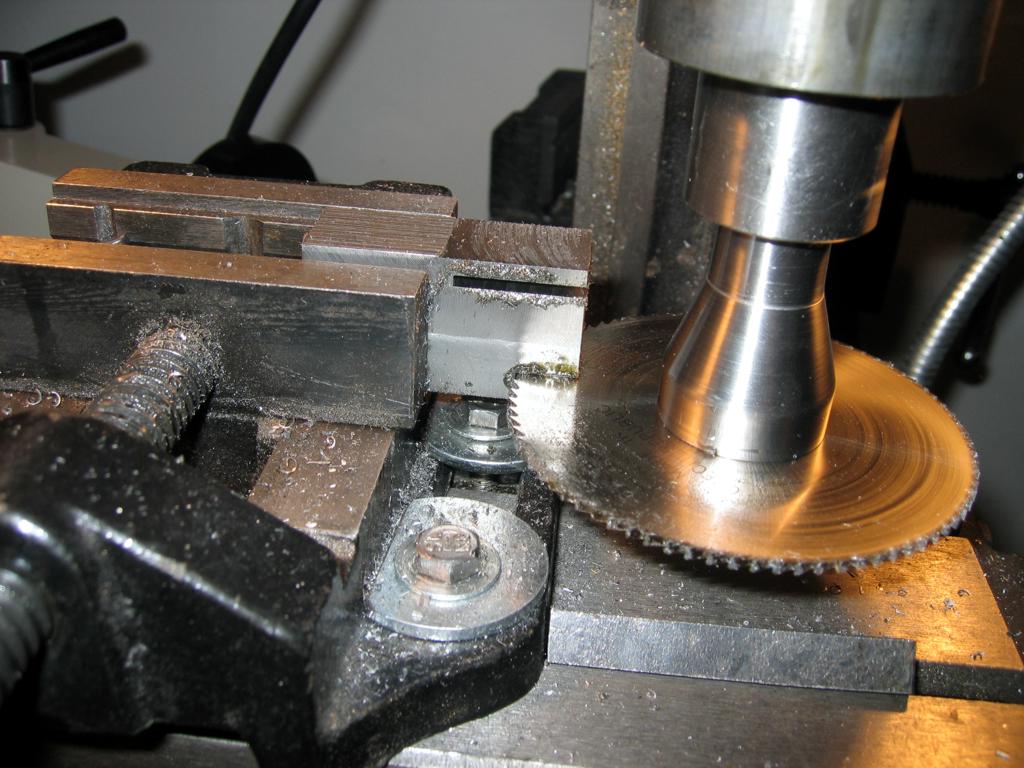
Obrážení čtvercových děr výstředníků. Z radeka (HSS) vybroušený nůž (pravý úhel) ve fréze a nahoru a dolu, nahoru a dolu, nahoru a dolu ... |
Shaping the excenter square holes. The shape knife from HSS is in the milling machine and is moving and moving up and down. |
|
|
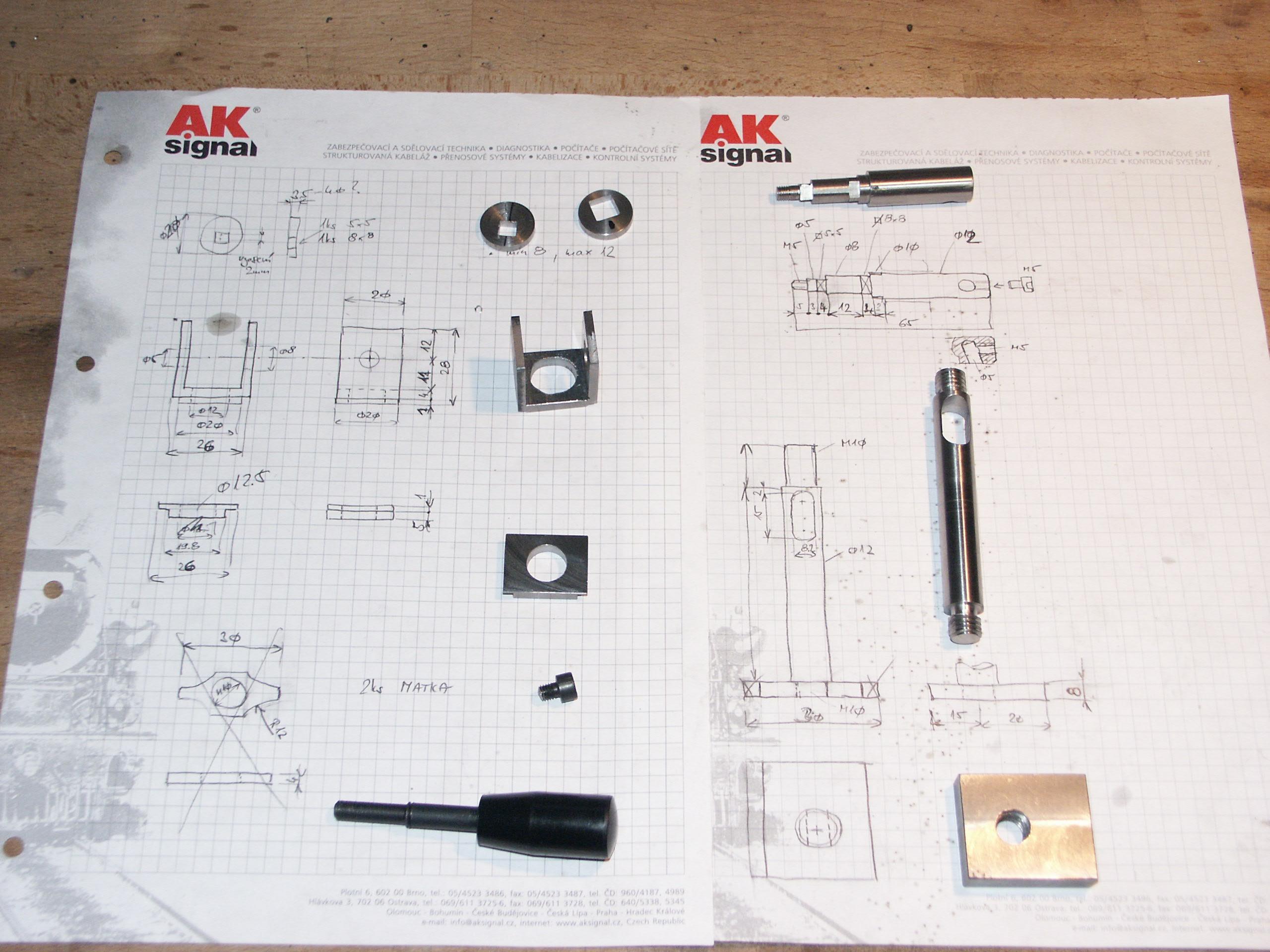
Všechny díly pěkně na hromadě. |
All parts are finished. |
|
|
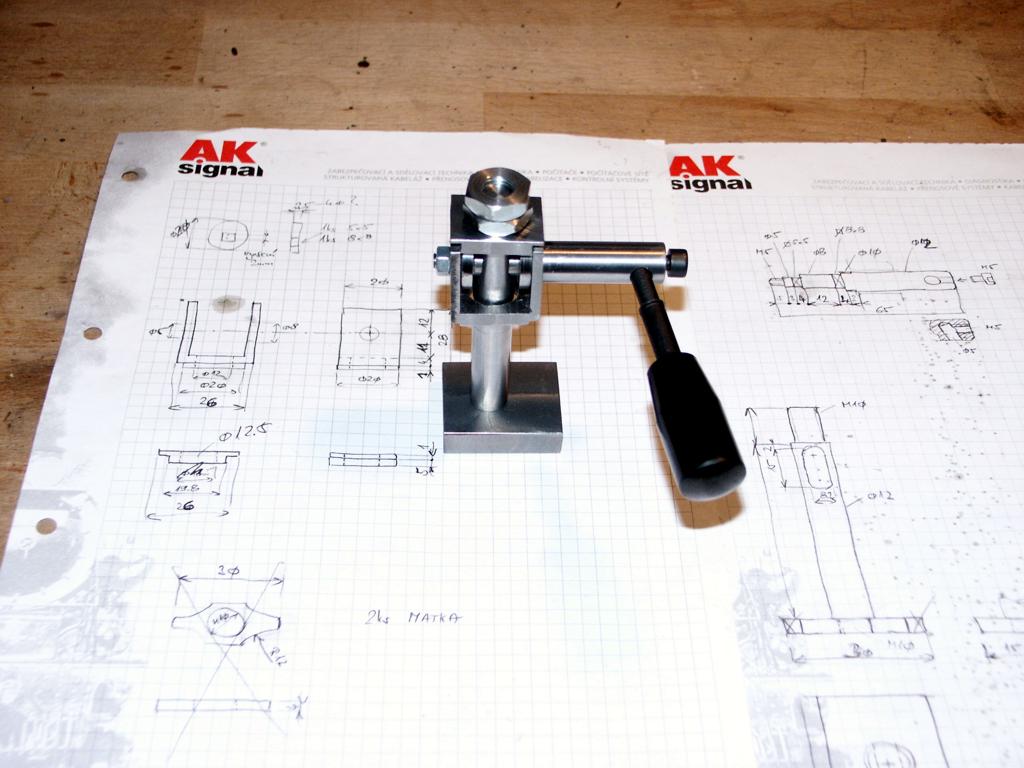
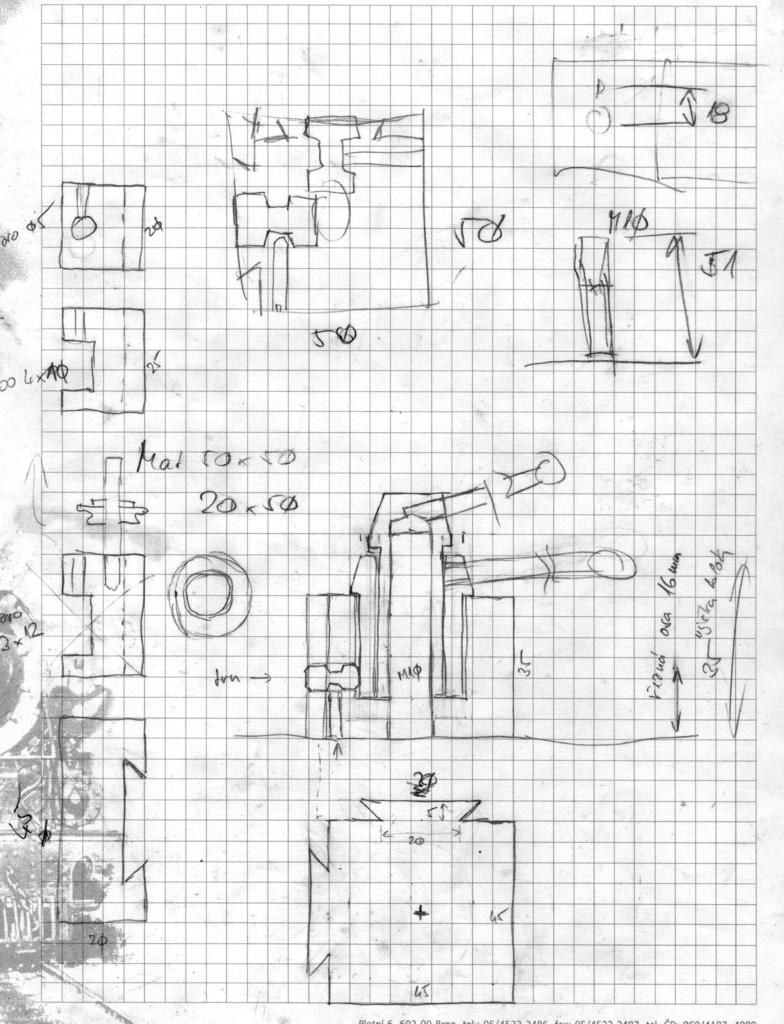
Sestavený rychloupínač. Tento obrázek je dost velký (2500x1900 bodu, 450kB), tak aby byly výkresy pro případné zájemce čitelné. |
Completed quick clamp. This is a big picture (2500x1900 pixels, 450kB) for easy readability of the drawing when you are interested in making it. |
|
|
Ještě bylo nutno stovnat základnu v koníkovi. |
The tailstock base was straightened at last. |
|
|
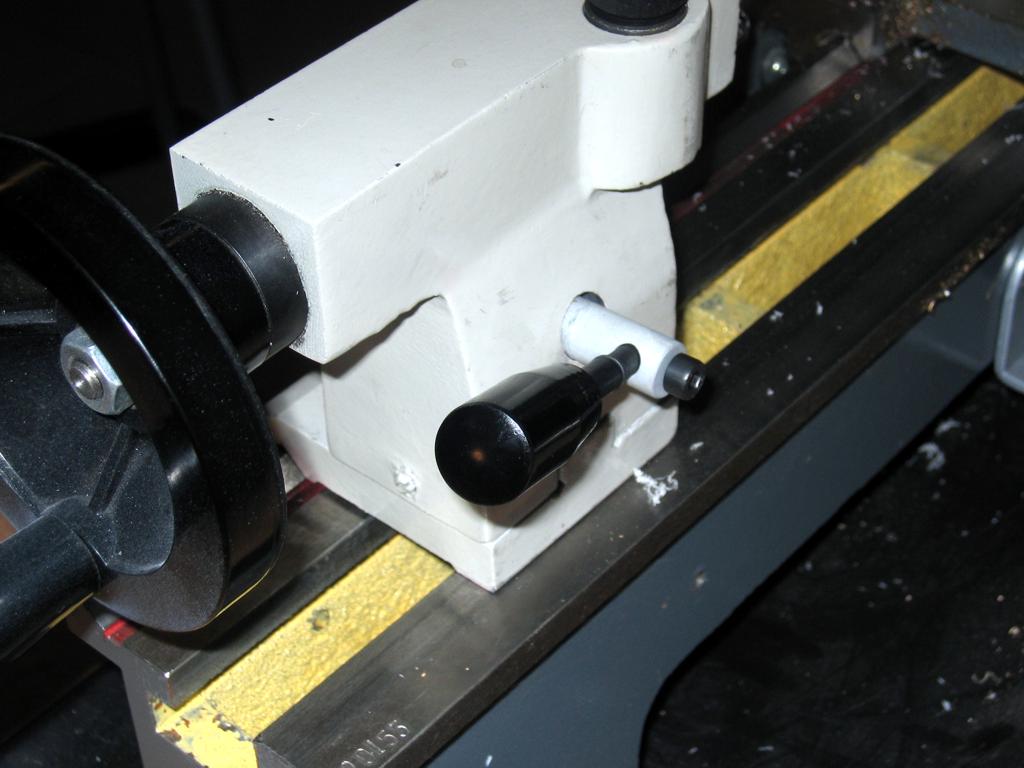
A namontovat. Výška táhla, tj. místo záběru, se nastavuje matkou s kontramatkou na vršku upínače. Je třeba nastavit polohu těsně před maximem výstředníku, jinak se páka otřesy uvolňuje. |
The stroke is adjusted by two nuts on the top of the clamp. Set fixed position to top of excenter. The release position is on the opposite side of the excenter. |
|
|
|
||
|
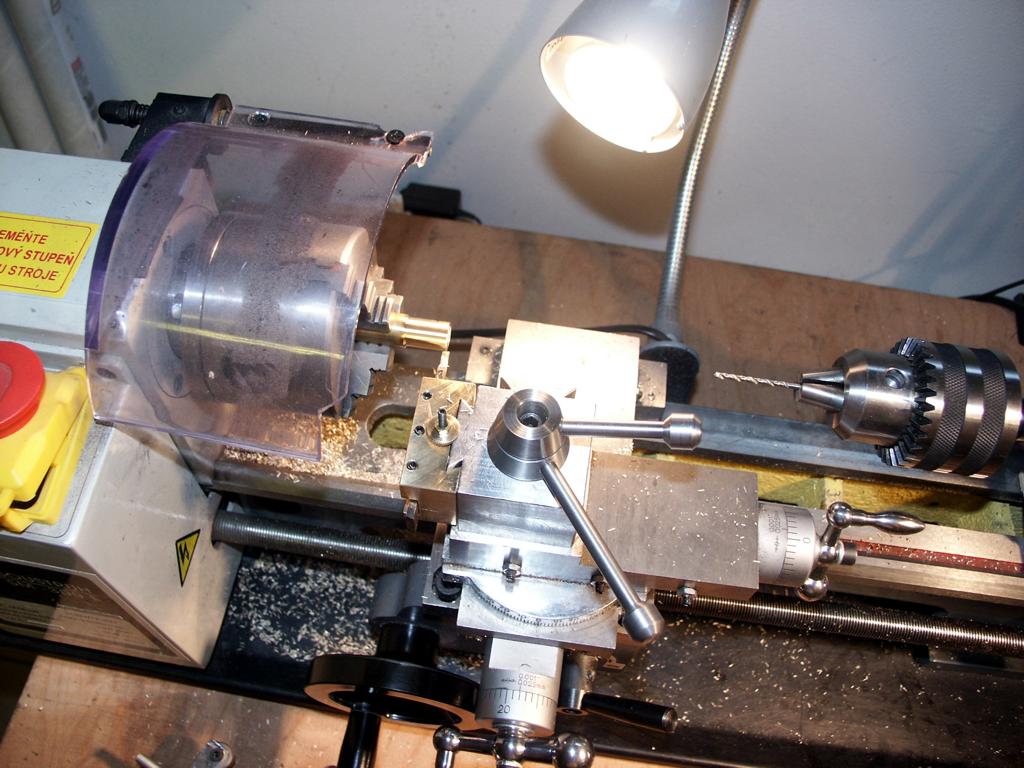
Při vrtání děr je nutno vědět hloubku. Na SM300 měření chybí, je nutno ho vyrobit. Zde je řešení. |
Knowledge of the depth of the hole while drilling is neccessary. A good gauge was missing on my lathe. There is solution. |
|

|
Výchozí surovina - plastová šuplera z Hornbachu za 15 Kč. |
Material - a cheap plastic slide gauge from the hobby store. |
|
|
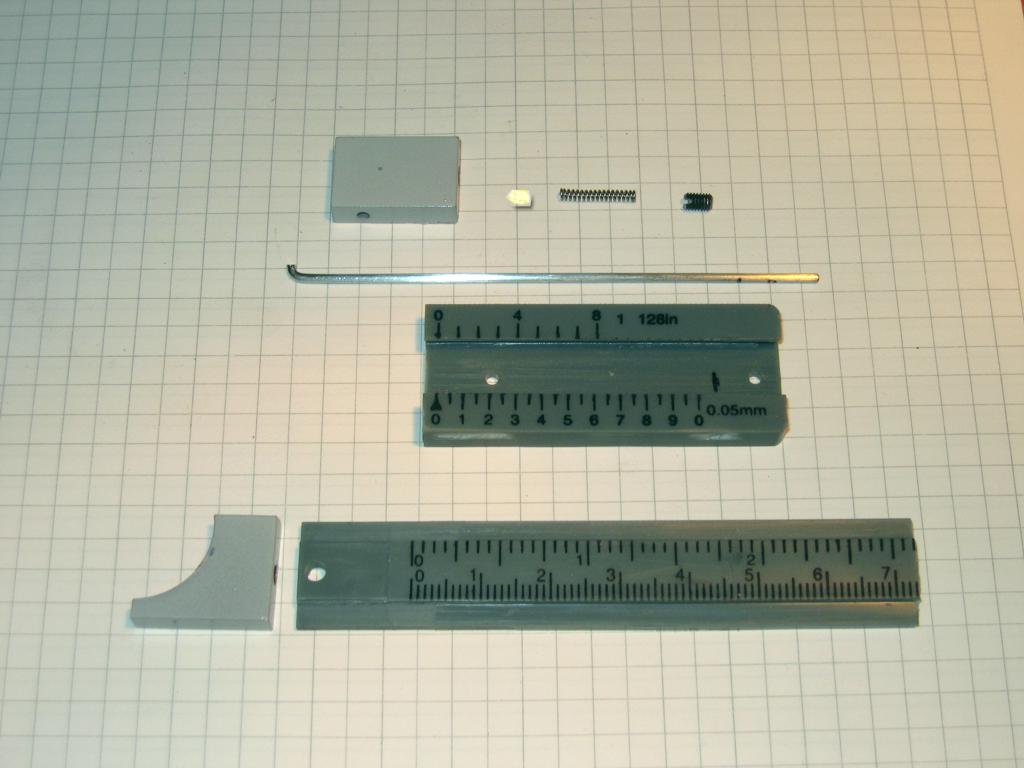
Shora - třecí držák fixní části (tělo, silonový špunt, pružina, červík), fixní část (měřidlo, drátový úchyt), posuvná část (mosazný úchyt, měřidlo). |
From top - frictional holder of the body (box, teflon piece, spring, worm), the body (gauge, wire), the moving part (brass holder, gauge). |
|
|
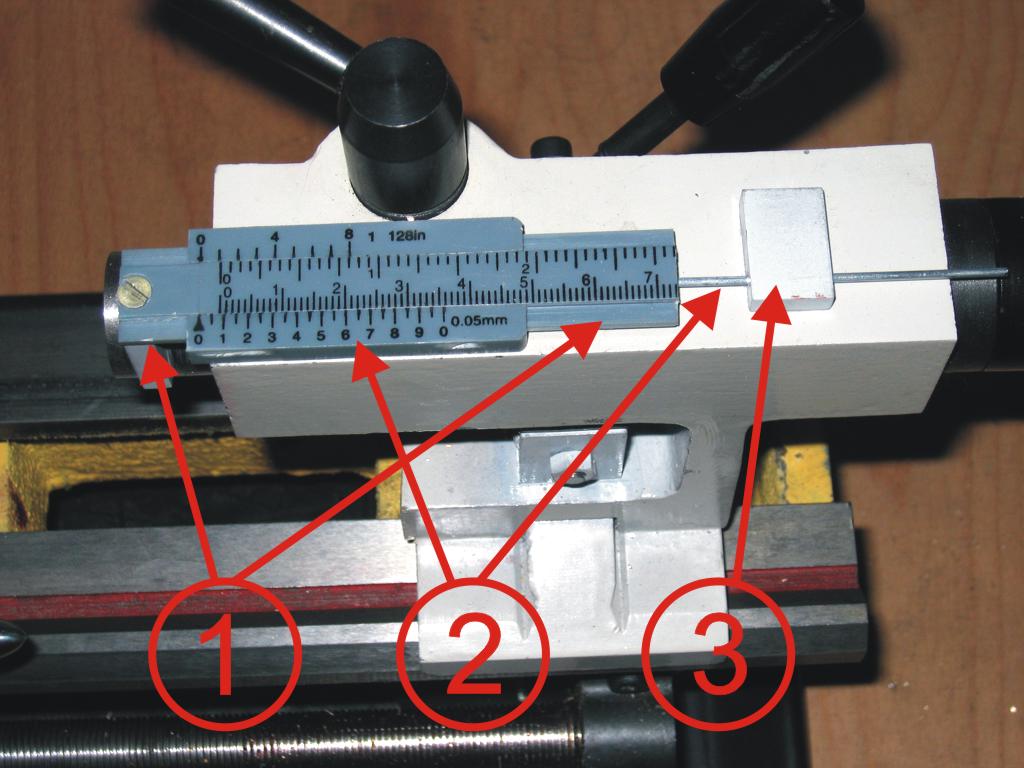
1 - posuvná část cestuje s trnem (mosazný úchyt přilepen sekundovým lepidlem k trnu), 2 - fixní částí lze ručně posunout pro určení nuly, 3 - třecí držák je přilepen sekundovým lepidlem k tělu koníka. |
1 - moving part is moved with the spindle (the brass holder is glued-on with fast holding glue to the spindle), 2 - the body is adjusted by the hand to the zero setting, 3 - the frictional holder is glued-on with fast holding glue (Loctite) to the tailstock body. |
|

|
Doplnění: |
Upgrade: |
|
|
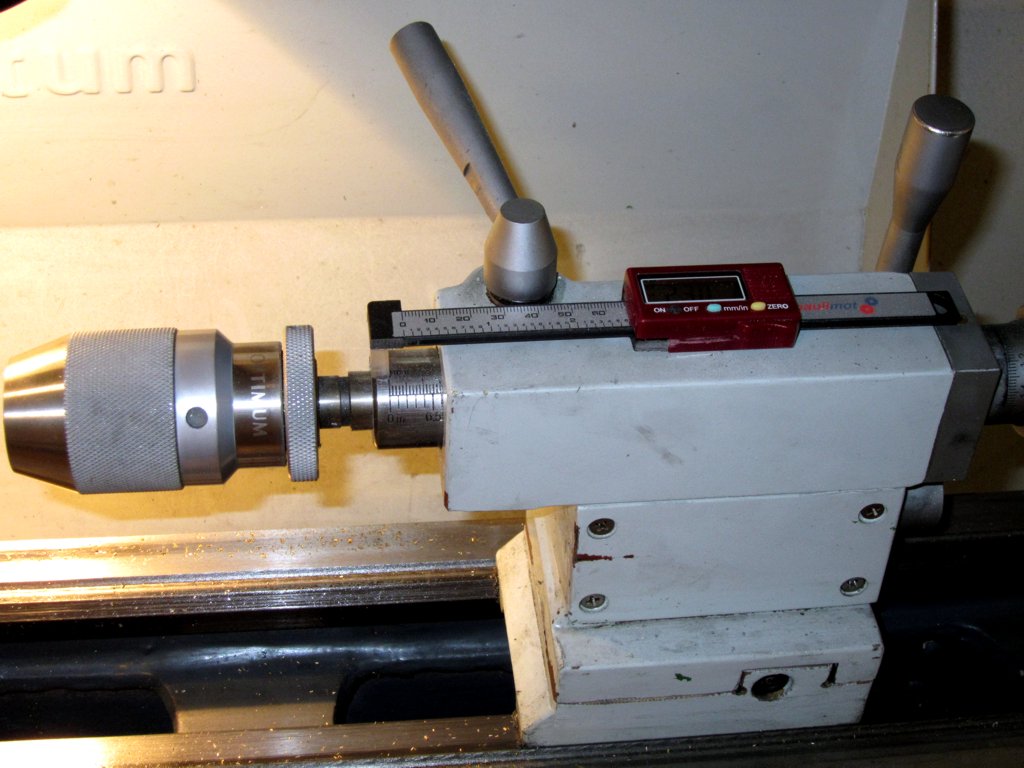
Vzhledem k tomu, že digitální šuplera má nulovací tlačítko, je montáž jednoduchá. Obě části se prostě přilepí vteřinovým lepidlem k příslušné části, kde nedosáhne - kousek plexiskla to řeší. |
Because the zero button is on the digital slede gauge, the mount is very simply. Both parts of the slide gauge are glued with Loctite to tailstock. I add a small piece of the acrylic glass between spindle and moving part of the slide gauge. That's all. |
|
|
|
||
|
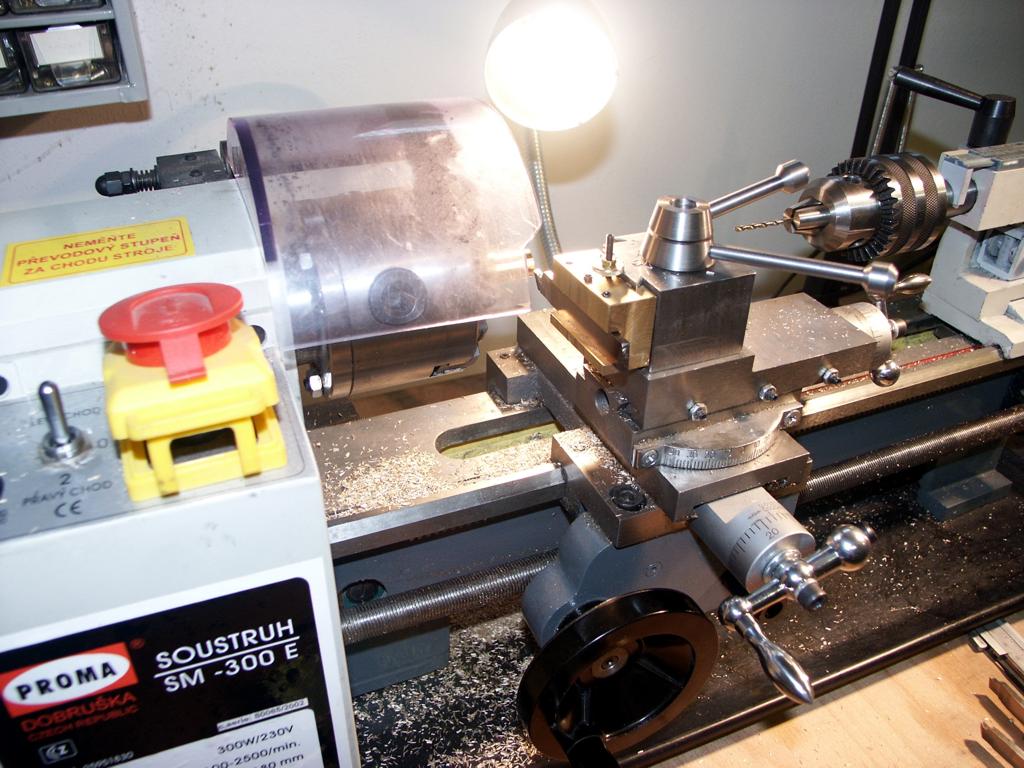
Vyměňovat každých 10 vteřin nůž v SM300 nebyla žádná zábava. Na netu jsem našel několik rychloupínačů a na jejich základě udělal vlastní. |
There was boring to change knurl every 10 second in my lathe. On the Net I was found a few quickchange toolposts and made my own by these examples. |
|
|
Rychloupínač je z železa, jednotlivé držáky nožu a nástrojů jsou jak z zeleza tak z mosazi. Kratší pákou se upevňuje celý blok (otáčení) a delší pákou jednotlivé nástroje. |
Toolpost is made from iron, knife holders are from iron and brass. Block of toolpost is fixed by shorter lever and individual tools (knife, knurl, balltool, ...) are fixed by longer lever. |
|
|
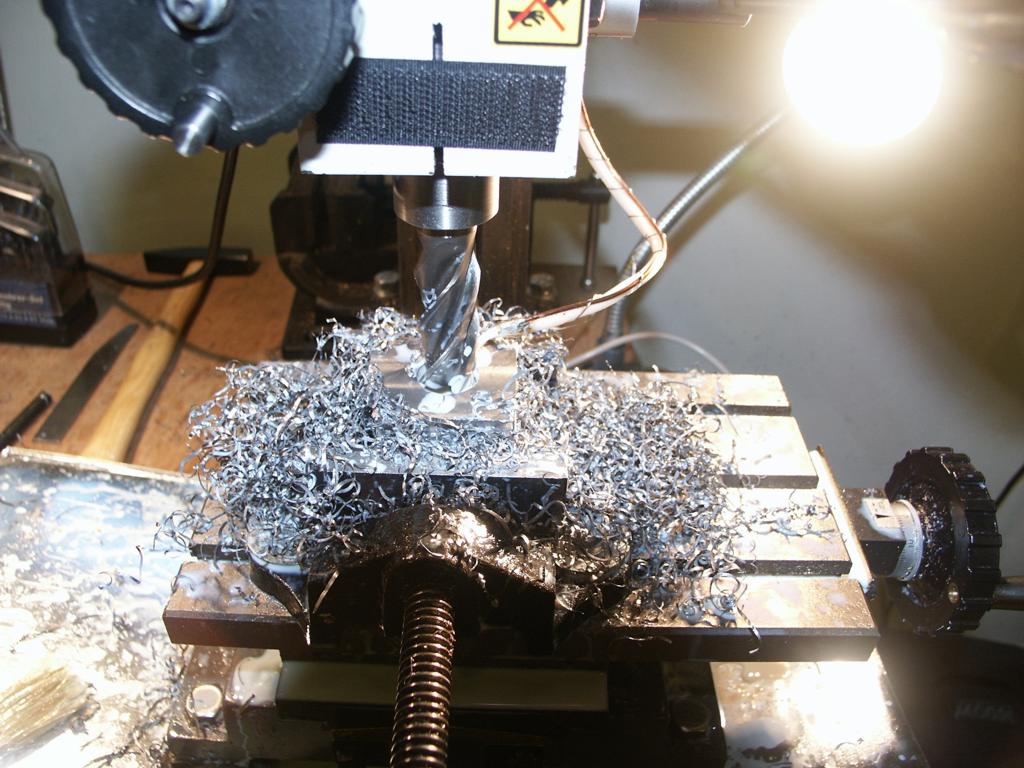
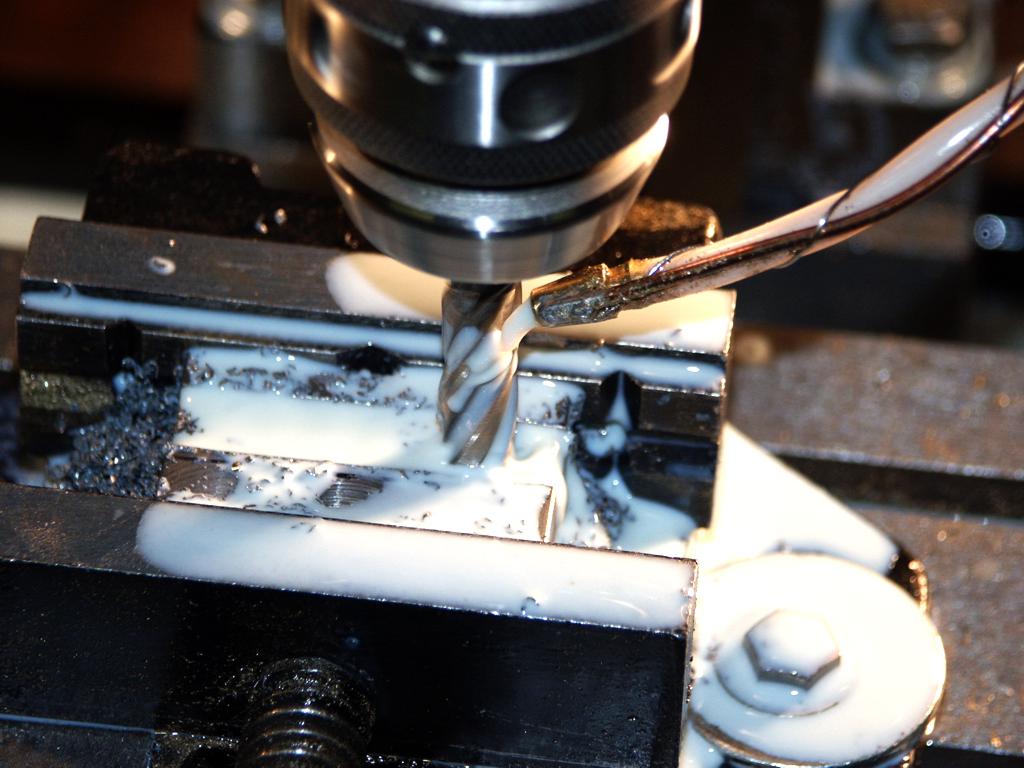
Vyvrtávání bloku rychloupínače frézou. |
There is boring of block toolpost. |
|
|
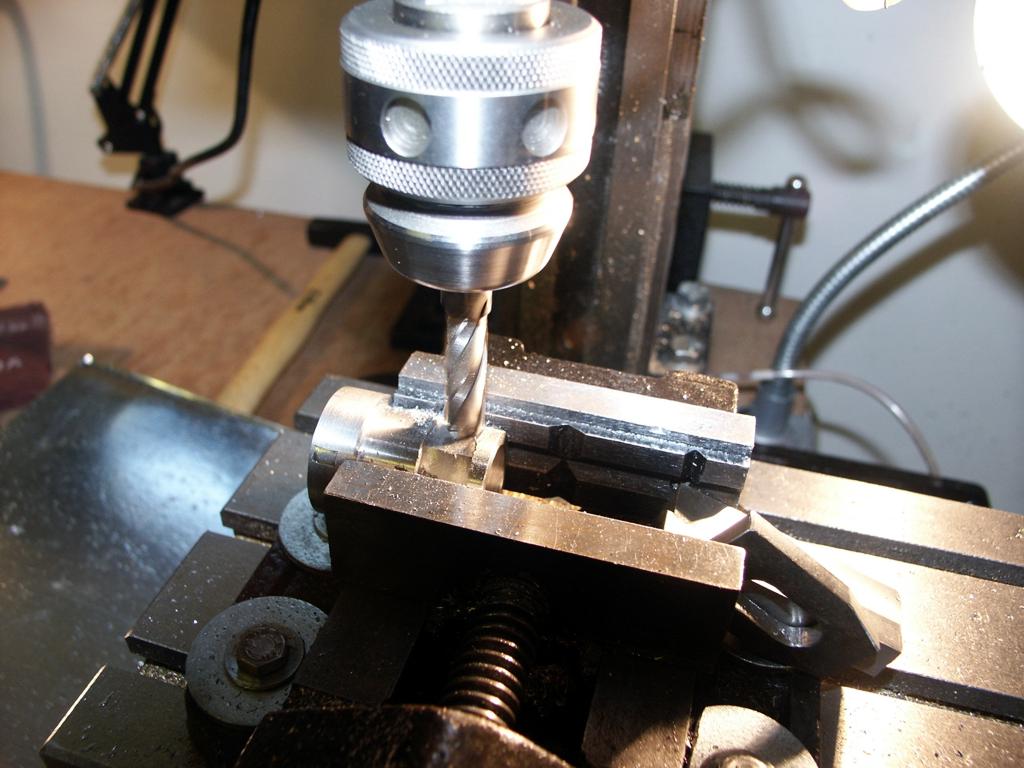
Frézování výstředníku. |
Excenter milling. |
|

|
Výstředníkovou drážku jsem musel dopižlat ručne pilníkem.. |
Excenter neck I had to haggle by file in my own hand. |
|
|
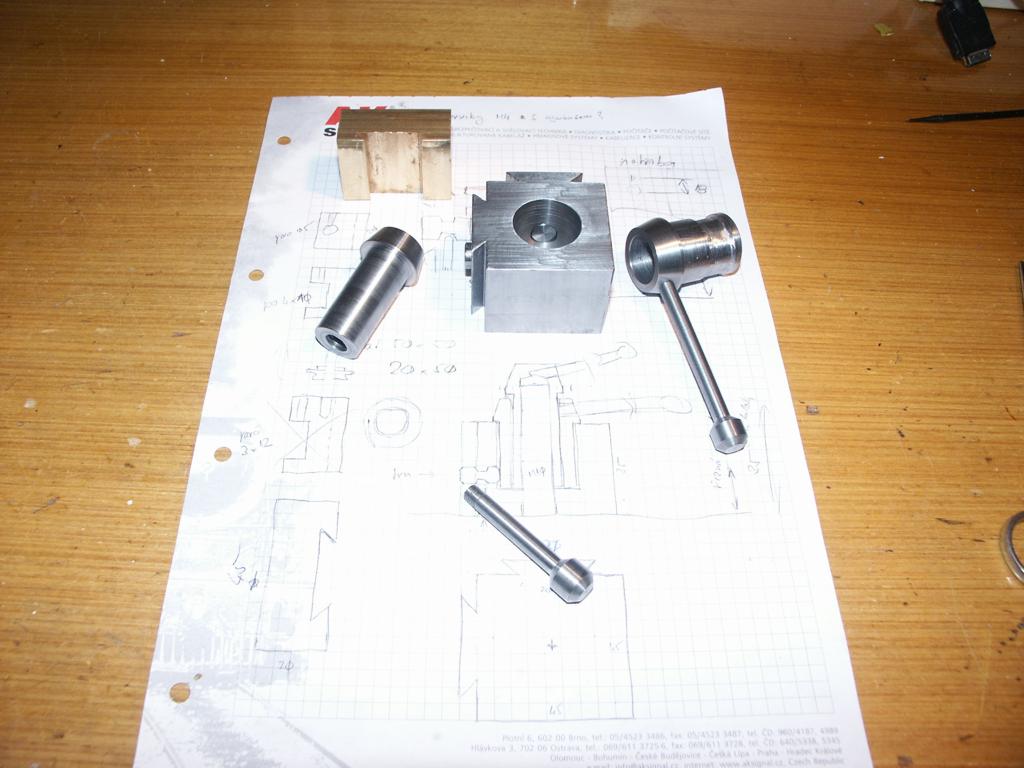
Hotový blok rychloupínače. |
Finished block of toolpost. |
|
|
Frézování rybiny držáků nástrojů - nahrubo čelní frézou 20mm, zbytek čelní frézou 20mm x 45st. |
Milling of dovetail groove of tool holder - essential by milling cutter 20mm dia and finished by milling cutter 20mm x 45 degrees.. |
|
|
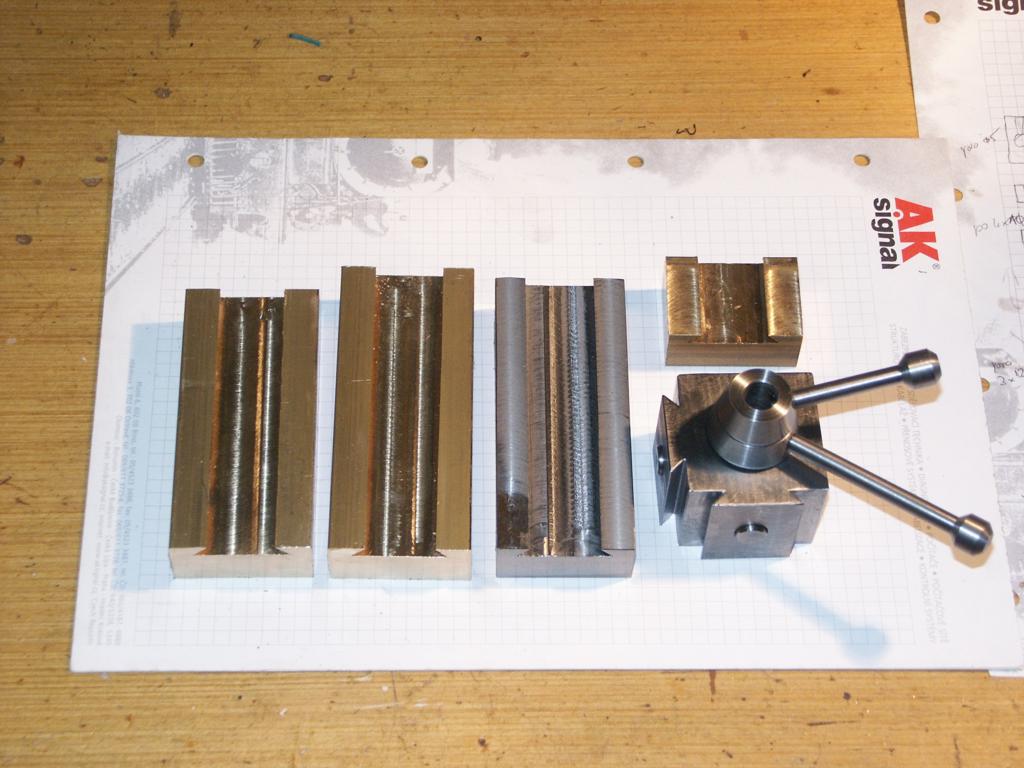
Hotový rychloupínač a polotovar pro výměnné držáky nástrojů. |
Finished quickchange toolpost and half-finished tool holders. |
|
|
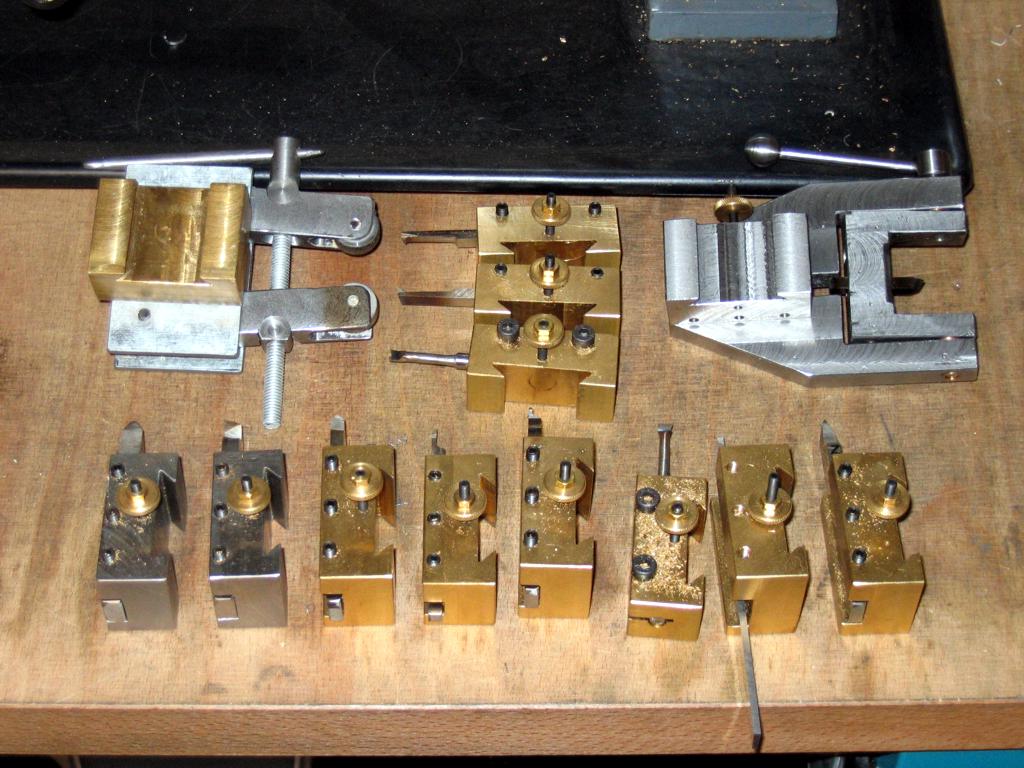
Sada nástrojů pro rychloupínač. Rýhovač, vnitřní nože, nástroj na koule, sada vnějších nožů. Kolečkem s kontramatkou se staví poloha držáku na bloku rychloupínače, tj. výška břitu. |
A set of tools for quickchange toolpost. Knurl, inner knifes, balltool, outer knifes. Position (elevation of cutting edge) of tool on the block is adjusted by wheel with backnut. |
|
 |
|
|
|

|
Je vidět, že moje návody pomáhají. Takto vyrobil rychloupínač pan Sedláček. Jeho strojírenské stránky jsou zde. |
It's pleasant to my tool descriptions are so useful. Mr Sedlacek made my quick change toolpost. His pages are here. |
|

|
|
|
|