|
lokomotivu TU47 |
||
|
TU47 loco |
||
 napsáno v Arachnopilii writen in Arachnopilia optimalizováno pro Mozilla optimized for Mozilla Od května 2005 jste You are visitor no návštěvníkem. since May 2005 |
||
|
Hnací náprava
The driving axle | |||

|
Když jsem přivezl tenhle metrák železa na ložiskové domky, trochu jsem zalitoval, že jsme zvolili měřítko 1:4. A hned si slíbil, že je to naposled, co stavím takovouhle velkou krávu. |
When I saw this quintal of steel for bearing houses, I was sorry that gauge of loco is 1:4. And immediately make a promiss that is last one the big cow. |
|

|
|
|
|

|
Dírky pěkně do kruhu lze udělat jen v rotačním stole. |
The hole making on the rotating table. |
|
|
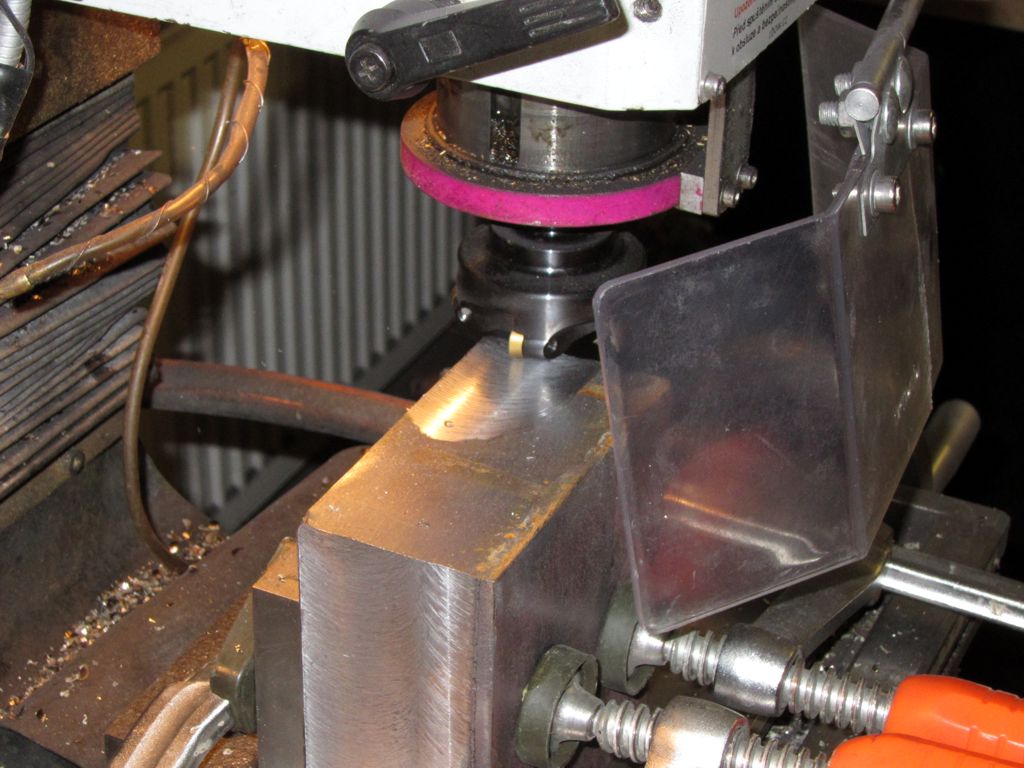
Výroba špón 2 - z kusu železa z Feromatu se snažím udělat kvádr. Použitá frézovací hlava o průměru 50mm poněkud přetežovala motor ... |
A paring making 2 - I try to make the rectangular block from the piece of steel. The mill motor was overloaded by this 50mm cutting head ... |
|
|
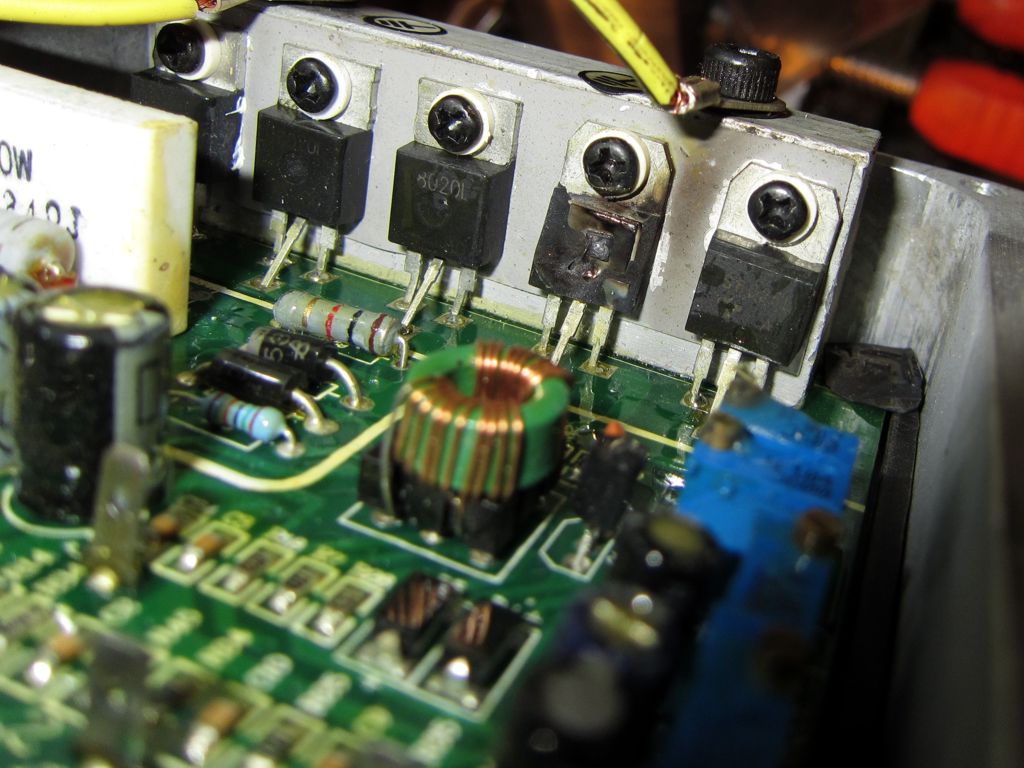
... který to nepřežil a při odchodu na věčnost vzal sebou i několik součástek z regulátoru. Zde deseti ampérový tyristor po explozi. |
... and motor died. And the regulator died too. Here is exploded ten-amper thyristor. |
|

|
Po výměně motoru a regulátoru jsem raději zvolil menší frézu a nechal chudák motor po každé krychli půl hodiny vychladnout. |
I rather change mill head to smaller after the mill repaired. And leave motor to cool after one block for safe. |
|

|
Usazení nápravového domku v čtyřčelisťové hlavě. V průsečíku uhlopříček (tedy ve středu :-) je důlčikem udělaný důlek. Delší konec jehly opisuje několikanásobně větší výchylky oproti kratšímu konci a vystředění je snadnější. |
The block centering on the four-jaws head. I made small hole by punch in the center of the block. In the hole is the spike od the smaller part of the scriber. When head rotating the opposite end of the scriber has bigger deviation then spike and is easy to center of the block in head. |
|

|
Konstrukce přípravku - rýsovací jehla je uložená v gumě schované v držáku. |
The construction of the center tool - scriber is inserted into rubber block inside holder. |
|
|
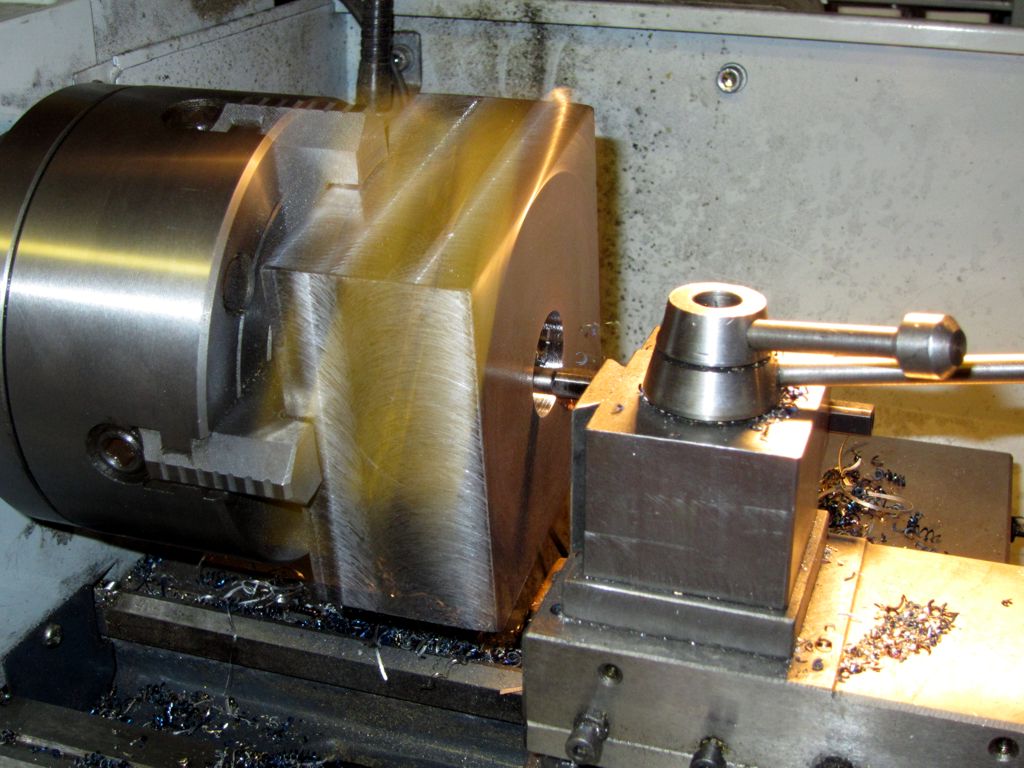
Výroba špón 3 - díra pro uložení ložisek. |
A paring making 3 - the bearing hole. |
|

|
Výroba špón 4 - drážka pro vedení ložiskového domku v kluznici. |
A paring making 4 - the bearing house groove. |
|

|
Protože moje frézka je poněkud poddimenzovaná na lokomotivy 1:4 (už nebudu psát, že jsou to modely, nejsou!), musel jsem ubírat jen po 0.5mm. Tedy na jednu kostku cca 70 průjezdů zprava doleva. Aby mi neupadly ruce, vypomohl jsem si tímto motorickým posuvem. |
I have to cut 0.5mm thick only because my mill is too small for locomotive in 1:4 gauge. It is cca 70 moves side to side for one block! Therefore I use this motor movement feature for safe my hand from total destruction :-). |
|

|
Zajímavá je i spotřeba destiček. Hromada vlevo jsou zničené destičky z výroby vnitřní díry. Měl jsem vnitřní nůž 8x8 mm a ten je měkký, tudíž vibruje a jestli destičky něco nesnášejí, jsou to nárazy. Prostřední dvojice destiček ohoblovala vnější plochy a ty pravé dvě oddřely všechny frézovací práce. |
IInteresant is the slide damage. On the left heap are damaged slide from inside hole making. I have knife 8x8mm only and this is too little. The knife is soft, hi vibrate and the slide are easy damaged. The middle two slide are nod damaged but regular worked out. And the right twin milled all the blocks. |
|

|
Tlapové zavěšení motorů jsem řešil hromadou výpalků, které drží pohromadě hromadou šroubů s podporou lepidla. |
The nose-suspension of motor I solve by a few pieces of the laser cutted steel sheet. They are putted together by screws and special glue. |
|

|
Takto utvořený masiv lze i frézovat. Frézovací hlava zde právě vykrajuje uložení pro tlapová ložiska. |
This block of sheets is milled now. The mill head make bearing house for the nose-suspended motor. |
|

|
Původně jsem si myslel, že kryt převodů udělám tak, že čela spojím šrouby a kolem nich omotám tento pásek. No to bych ho ale nesměl nechat vypálit ze 3mm plechu! Takže přišla ke slovu stáčečka a měla co dělat. |
Initially I plan to incurve a patr of gear cover by hand. But it was cutted from 3mm thick and I had to incurve it by roll machine. |
|

|
Výhoda tlustého materiálu je, že se dá v klidu vařit a nemusí se lepit, jak jsem původně plánoval. |
The thick sheet has one andvantage - it is easy to weld. Originally I planed to glue it. |
|

|
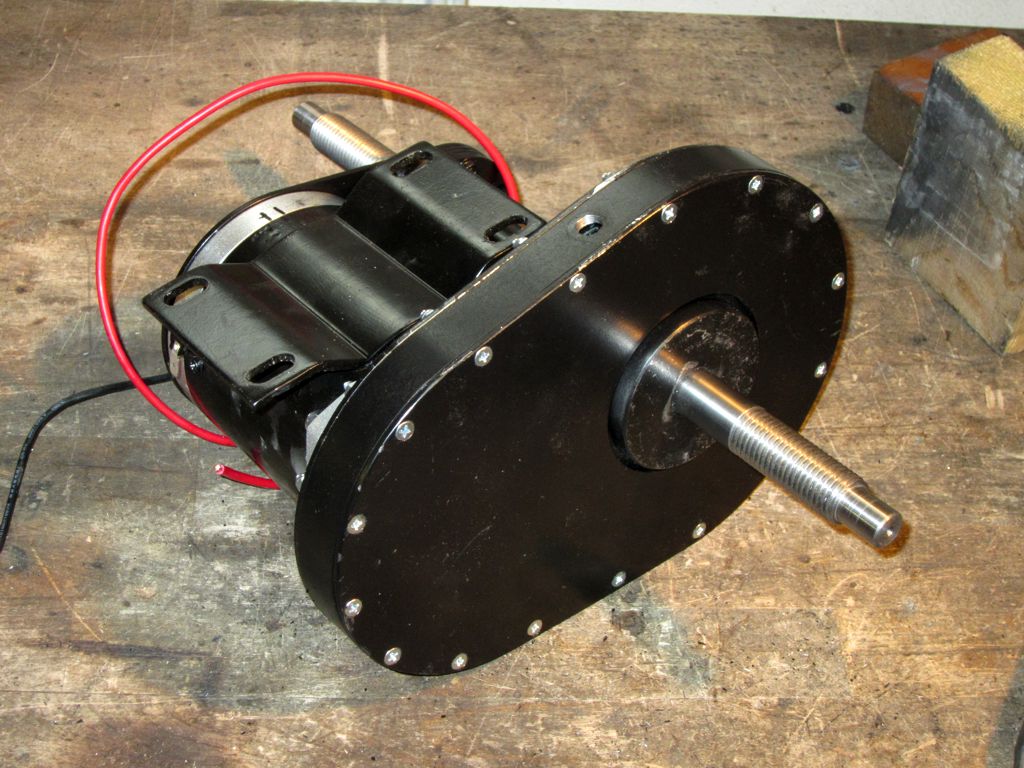
Protože lokomotiva bude trvale v provozu a jezdit s ní bude kdekdo, implantoval jsem do motorů tepelnou ochranu. No a aby to nebylo jako "vono to najednou přestalo jet", to delší čidlo končí v teploměru na palubní desce. Prostě komfort jak ve bavoráku. |
This locomotive will be permanently in use with many riders. To save motors I install temperature sensors (the switches) to the motors. For more information the digital thermometer added. |
|

|
Rozložené díly pro finální montáž nápravy. Vlastní osu a obě pojezdová kola jsem si nechal vyrobit na zakázku u jednoho šikuly, je to na mně už fakt moc velký. Průměr kola je 200mm, s okolkem 210mm. |
The displayed parts before assembly of the axle. The axle and both wheel made one's mivvy because there are too big form my engines. The wheel diameter is 200mm. |
|
|
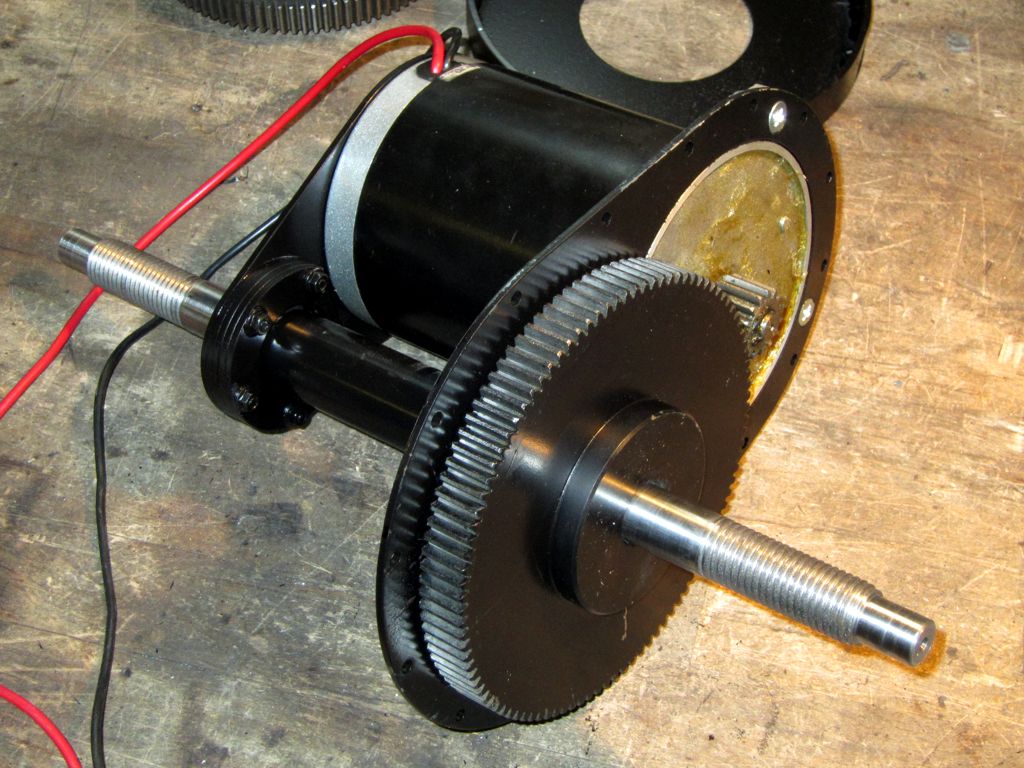
Krok první - nasadit obě čela ("tlapy"), sešroubovat, zkontrolovat rozteč ozubení, dotáhnout. Převod je 15 : 100 zubů modul 1,5. |
The step one - put together both forehead ("nose"), screw together, check spacing tooth system, draw close. Geared 15 : 100 teeth modulo 1.5. |
|
|
Krok druhý - vymezovací podložka, péro 6x50mm, ozubené kolo, kryt převodovky a sešroubovat. |
The step two - spacer, slip feather 6x50mm, cog - wheel, canopy gear - box and screw together. |
|

|
Krok třetí - kolo, matice, vymezovací podložka, péro na druhou stranu, kolo, matice. A hurá, při 24 voltech to točí 500 otáček bez zatížení. To jest 18km/h. To je teoretická rychlost, ve skutečnosti z toho asi víc jak 15 nevymáčknu. Nicméně pro plánovaný provoz 7km/h a max 10km/h je to přesně ono. |
The step three - wheel, nut, spacer, second slip feather, wheep, nut. A hip hurrah, at the 24 volts it turns 500 RPM loadless. That is 18km/h (10 MPH), theoretic. Parhaps it will be 15 km/h in real. Nevertheless it will be 7km/h standard speed and 10km/h maximal speed. That's perfect. |
|

|
|
|
|